Стык металлических балок по длине. Как соединяют двутавровые балки с помощью сварки
- Стык металлических балок по длине. Как соединяют двутавровые балки с помощью сварки
- Связанные вопросы и ответы
- Расчет стыка балки с накладками. Расчет монтажного стыка
- Стыковка двутавровых балок. Особенности выполнения сварных соединений
- Монтажный стык двутавровой балки. Технология производства сварных балок двутаврового сечения
- Равнопрочный стык двутавровых балок. Равнопрочный стык стальной двутавровой балки по нормалям
Стык металлических балок по длине. Как соединяют двутавровые балки с помощью сварки
Если балку необходимо удлинить, ее соединяют встык. Для этого сначала подготавливают стыкуемые кромки: фрезеруют и снимают с них фаску. Фрезеровка нужна для выравнивания кромок и обеспечения равномерного зазора между ними, а разделка кромок – для обеспечения полного провара сварного шва. Далее балки сваривают между собой, обеспечив зазор при стыковке 1–2 мм.
Место соединения можно дополнительно усиливать с помощью накладок. Для этого из листового металла вырезают прямоугольные детали. Толщину накладок следует подбирать равной толщине стенки балки. Далее накладками закрывают сварочные швы на верхней и нижней полках, а также с обеих сторон стенки. После этого их обваривают по периметру.
Такой способ соединения используют для неответственных конструкций, которые не подвергаются высоким нагрузкам.

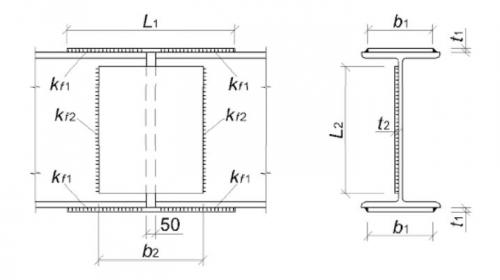
Так схематично можно изобразить сварное соединение двутавровых балок. Катеты швов и геометрические параметры накладок зависят от геометрических характеристики балок
В других ситуациях двутавровые балки нужно соединить под прямым углом. В этом случае одна из них является главной и несет основную нагрузку, а вторая считается второстепенной. Чтобы соединить балки, на верхней полке главной делают вырез в форме равнобедренного треугольника с вершиной в 90°.
Затем готовят второстепенную балку. На торце верхней полки размечают ее центр и от него делают два косых среза под углом 45°. Это обеспечит стыковку верхних полок обеих балок по принципу «папа-мама».
После этого с торцевой стороны второстепенной балки срезают часть нижней полки на ½ ее ширины. При стыковке балок этот срез упрется в нижнюю полку главной балки. Теперь остается состыковать подготовленные балки и обварить место стыка по периметру. Чтобы шов получился надежным и был обеспечен полный провар, со стыкуемых кромок снимают фаску.
Связанные вопросы и ответы:
Вопрос 1: Какие методы стыковки металлических балок по длине существуют
Ответ: Существует несколько методов стыковки металлических балок по длине, включая сварку, клёпку, винтовую стыковку и стыковку с помощью шурупов. Сварка является наиболее распространённым методом стыковки металлических балок, она обеспечивает прочную и герметичную стыковку. Клёпка также является популярным методом, особенно для балок, которые не могут быть сварены или сварка нежелательна. Винтовая стыковка используется для стыковки балок, которые могут быть легко разобраны и снова собраны. Стыковка с помощью шурупов обычно используется для стыковки балок, которые имеют большие размеры или сложную форму.
Вопрос 2: Какие факторы влияют на выбор метода стыковки металлических балок по длине
Ответ: Выбор метода стыковки металлических балок по длине зависит от многих факторов, таких как тип металла, размеры балок, их формы и конфигурации, а также требования к прочности и герметичности стыковки. Также важными факторами являются условия эксплуатации, такие как температура, влажность и химические воздействия, а также стоимость и доступность оборудования и материалов для стыковки.
Вопрос 3: Какие материалы могут быть использованы для стыковки металлических балок по длине
Ответ: Для стыковки металлических балок по длине могут быть использованы различные материалы, такие как металлические сварные электроды, клеевые материалы, шурупы и винты. Выбор материала зависит от типа металла балок, их размеров и формы, а также от требований к прочности и герметичности стыковки.
Вопрос 4: Как обеспечить герметичность стыковки металлических балок по длине
Ответ: Герметичность стыковки металлических балок по длине может быть обеспечена с помощью специальных материалов и технологий. Например, при сварке можно использовать герметизирующие сварные электроды или добавлять герметизирующие материалы в сварной шв. При клеивании можно использовать герметизирующие клеевые материалы. При винтовой или шурупной стыковке можно использовать герметизирующие гaskets или прокладки.
Вопрос 5: Как избежать деформации металлических балок при стыковке по длине
Ответ: Деформация металлических балок при стыковке по длине может быть избежана с помощью правильного выбора метода стыковки и соблюдения технологических рекомендаций. Например, при сварке важно соблюдать правильные режимы нагрева и охлаждения металла, а также использовать специальные приспособления для поддержания балок в нужном положении. При клеивании важно использовать герметизирующие клеевые материалы и соблюдать правильные режимы выдержки. При винтовой или шурупной стыковке важно использовать герметизирующие гaskets или прокладки и соблюдать правильные режимы затяжки винтов или шурупов.
Вопрос 6: Какие инструменты и оборудование необходимы для стыковки металлических балок по длине
Ответ: В зависимости от выбранного метода стыковки металлических балок по длине необходимы различные инструменты и оборудование. Например, для сварки необходимы сварные аппараты, сварные электроды, защитные очки и перчатки. Для клеивания необходимы клеевые материалы, распылители, перчатки и защитные очки. Для винтовой или шурупной стыковки необходимы винтовые или шурупные инструменты, гaskets или прокладки, и перчатки.
Вопрос 7: Какие меры безопасности следует принимать при работе с металлическими балками при стыковке по длине
Ответ: При работе с металлическими балками при стыковке по длине следует соблюдать меры безопасности, такие как использование защитных очков и перчаток, а также соблюдение правил электробезопасности при работе с сварным оборудованием. При работе с клеевыми материалами необходимо обеспечить вентиляцию рабочей зоны и использовать защитные очки и перчатки. При работе с винтовым или шурупным инструментом необходимо использовать перчатки и защитные очки.
Вопрос 8: Как проверить качество стыковки металлических балок по длине
Ответ: Качество стыковки металлических балок по длине может быть проверено с помощью различных методов, таких как визуальный осмотр, измерение толщины сварного шва, испытание на герметичность, испытание на прочность и т.д. В зависимости от требований к стыковке и условий эксплуатации могут быть использованы различные методы контроля качества. Важно, чтобы контроль качества был проведен профессиональными специалистами и чтобы результаты контроля были документированы.
Расчет стыка балки с накладками. Расчет монтажного стыка
Монтажные стыки выполняются при монтаже на строительной площадке, они необходимы тогда, когда масса или размеры балки не позволяют перевести и смонтировать ее целиком. Расположение их должно предусматривать членение балки на отдельные отправочные элементы, по возможности одинаковые, удовлетворяющие требованиям транспортирования и монтажа наиболее распространенными средствами. Монтажный стык должен быть удален от места передачи сосредоточенных нагрузок. В соответствие с перечисленными выше требованиями выполним монтажный стык главной балки на расстоянии 8 м от опоры.
Определяем внутренние усилия на расстоянии 8 м от опоры
Изгибающий момент, воспринимаемый стенкой главной балки:
Где Iw- момент инерции стенки главной балки;
Ix- момент инерции всего сечения главной балки.
Усилие, воспринимаемое поясом главной балки
Сварной стык.
Поскольку при монтаже автоматическая сварка и сложные способы контроля затруднены, пояса свариваются косым швом, угол наклона оси шва к оси пояса ц=300. Расчет сварных стыковых соединений на центральное растяжение или сжатие
Где t - наименьшая толщина соединяемых элементов; lw- расчетная длина шва, определяемая с учетом применения обычных способов контроля качества шва.
Rwy- расчетное сопротивление по пределу текучести стыкового сварного шва
Условие не выполняется, прочность сварного монтажного стыка пояса главной балки не обеспечена. Необходимо либо увеличить длину шва, либо рассчитать болтовой стык.
Болтовой стык пояса.
Для расчета принимаем следующее соединение: стык поясов перекрывается тремя накладками - одной сверху сечением 45*2 см и двумя снизу сечением 18*2 см, в качестве болтов используются высокопрочные болты диаметром d=24 мм (Аbn=3.52 см2). Перед постановкой накладок поверхности соединяемых элементов обрабатываются дробеструйным аппаратом.
Рис. 7

Расчетное усилие, которое может быть воспринято каждой поверхностью трения соединяемых элементов, стянутых одним высокопрочным болтом, следует определять по формуле
гb- коэффициент условий работы соединения, зависящий от количества болтов, необходимых для восприятия расчетного усилия гb=0.9 при 5?n?10;
Аbn- площадь сечения болта нетто, определяемая по табл. 62 СНиП ?-23-81* «Стальные конструкции»;
М и гh- коэффициенты трения и надежности, принимаемые по табл. 36 СНиП ?-23-81* «Стальные конструкции».
Количество высокопрочных болтов в соединении при действии продольной силы следует определять по формуле
Где к - количество поверхностей трения соединяемых элементов.
Принимаем 10 болтов d=24 мм, устанавливаемых в отверстия d=26 мм. Указанное количество болтов устанавливается по каждую сторону от центра стыка. Проверим ослабление пояса по крайнему ряду болтов. Пояс ослаблен двумя отверстиями диаметром 26 мм по краю стыка. Площадь сечения нетто:
Ослабление пояса можно не учитывать.
В ослабленных отверстиями сечениях пояса для крайнего ряда болтов должно выполняться условие
Где Аf- площадь пояса; ni- число рабочих болтоконтактов в проверяемом сечении; n - число рабочих болтоконтактов в соединении, здесь число рабочих болтоконтактов равно числу болтов, умноженному на число поверхностей трения.
Условие выполнено.
Стенку перекрываем двумя вертикальными накладками сечением 42*170*1.2 см.

Рис. 8
Принимаем расстояние между крайними рядами болтов аmax=160 см.
Изгибающий момент, приходящийся на стенку, уравновешивается суммой внутренних пар усилий, действующих на болты, расположенные на стыковой полунакладке симметрично относительно нейтральной оси балки:
Где m - число вертикальных рядов болтов в одной полунакладке; аi- плечо пар усилий в равноудаленных от нейтральной оси болтах.
Все усилия Niможно выразить через N1через подобие треугольников.
Где n - количество болтов на полунакладке.
В случае соединения одним болтом 3-х листов каждый болт имеет две поверхности трения, поэтому усилие, которое может быть воспринято одним болтом, равно
Условие выполняется, то есть несущая способность одного болта больше того усилия, которое необходимо воспринять болту крайнего ряда (максимальное усилие, возникающее в монтажном стыке стенки).
Стыковка двутавровых балок. Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Монтажный стык двутавровой балки. Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Равнопрочный стык двутавровых балок. Равнопрочный стык стальной двутавровой балки по нормалям
Есть сжато-изгибаемая стальная балка. Необходимо на стройплощадке произвести стыковку. В литературе легко найти равнопрочное соединение на накладках и размеры этих накладок для каждой балки сортамента. Допустимо ли такое соединение принимать в месте с максимальным моментом, где сечение используется полностью и как это обосновать (имею в виду нормативную литературу)?
Можно. Обосновать можно только расчетом. Есть большие сомнения, что удастся найти образмеренный узел стыка балок в литературе.
а зачем ставить стык в место с максимальным моментом?
кстати, есть нормали и на широкополочные двутавры, швеллеры, уголки.
Такие нормали у Вас есть на все двутавры по действущим ГОСТ, ТУ, СТО АСЧМ или только на двутавры по недействующему ГОСТ 1956 года?
Такие нормали есть на весь прокат(даже уголки) в справочнике Кузнецова в трех томах(номер тома не помню).
вас никто не просит верить - дело ваше.
просто вы ленитесь - раз даже не хотите проверить эту информацию и опровергнуть ее аргументировано. а если не хотите, то не зачем флудить.
Опровергаю аргументированно.
В справочнике Кузнецова стыкам двутавров с накладками посвящен один параграф:
17.1.3 Стыки элементов из двутавров по ГОСТ 2620-83 и ГОСТ 8239-89
Стыков двутавров по другим ГОСТ, по СТО АСЧМ, по ТУ там нет.
"ГОСТ 2620-83 и ГОСТ 8239-89" это не "ГОСТ 1956 года"
П.1 :". В литературе легко найти равнопрочное соединение на накладках и размеры этих накладок для каждой балки сортамента. ".
Проблем-то нет. Как и нет необходимости продолжать тему в не том направлении.
ООченьмного напсали, спасибо.
Нормали найти не проблемма, много где так же пишут, что соединение по нормалям равнопрочное.
Применял ли кто такое соединение в месте, где балка используется полностью? Можно ли там стыковать? К нормалям нет никаких пояснений на эту тему.
Не понимаю, ради чего ломаются копья. Можно принять стык по справочнику. Но обосновывать все равно придется только расчетом. Любой справочник - это только справочная литература. Это частное мнение автора на освещаемый вопрос. Справочники не являются нормативной литературой. Тем более мне это не понятно, что подобный расчет требует не более 10-и минут.
Равнопрочное соединение стальной балки
Пример 3.1. Расчет стыка балки с накладками
Необходимо законструировать стык с накладками в балке перекрытия. Балка выполнена из двутавра 45Б2 по СТО АСЧМ 20-93. Материал накладок: сталь С255. Изгибающий момент в балке в месте расположения стыка: М=250кНм. Поперечная сила в балке в месте расположения стыка: Q=60 кН.
Решение.
Расчетное сопротивление стали по Приложение 3 :
Ry=240 Н/мм 2 = 24,0 кН/см 2 .
Коэффициент условия работы по Приложение 3 : γс= 1,0.
Расчет накладок и сварных швов по поясам балки
Примем толщину накладки t1= 16 мм = 1,6 см.
Высота балки (см. сортамент): Н = 450 мм.
Расстояние между осями накладок:
h = H + t1= 450 + 16 = 466 мм = 0,466 м.
Усилие, действующее на одну накладку:
N = M/h = 250 / 0,466 = 536,5 кН.
Требуемая площадь одной накладки:
A = N / Ryγс= 536,5 / 24,0×1,0 =22,35 см 2 .
Требуемая ширина накладки:
bтр= A / t1= 22,35 / 1,6 = 14 см.
Ширина накладок по конструктивным соображениям принимается на 20 мм больше или меньше ширины полки балки. Ширина полки балки равна 200мм (см. сортамент). Тогда ширина накладки примем b1= 160 мм.
Толщина полки балки (см. сортамент) : tf=14мм.
Минимальный катет шва по Приложению 41 : kf= 4 мм.
Максимальный катет шва согласно конструктивным требованиям:
kf= 1,2t =1,2 x 14 = 16,8 мм.
Принимаем катет шва kf= 8 мм.
По Приложению 43 принимаем проволоку Св – 08А, диаметр проволоки принимаем равным d = 2мм.
По Приложению 43 принимаем электрод Э42.
Коэффициент условия работы соединения: γwf= 1,0.
Расчетное сопротивление угловых швов срезу по металлу шва по Приложение 7 :
Rwf= 180,0 Мпа =18 кН/см 2 .