Как соединять двутавровые балки. Сварка двутавра
- Как соединять двутавровые балки. Сварка двутавра
- Соединение двутавровых балок встык гост. Стыки балок и колонн
- Соединение металлических балок между собой. Стык металлических балок по длине
- Соединение двутавровых балок под прямым углом. Как соединяют двутавровые балки с помощью сварки
- Последовательность сварки двутавровой балки. Технология производства сварных балок двутаврового сечения
- Стыковка балок. Стыковка двутавровых балок СНИП
Как соединять двутавровые балки. Сварка двутавра
Сварка может использоваться в двух ситуациях: соединении двутавра встык при необходимости удлинения балки (например, при монтаже пролетов) или при перекрестном креплении второстепенной балки к основной. Сварка встык производится двумя способами.
Через прокладку
Между концами расположенных в одной плоскости двутавров помещается стальная пластина, по размерам выходящая за границы их профиля. Приварка пластины осуществляется угловым швом с двух сторон. Таким же способом может производиться монтаж проката с разными размерами.
Среди преимуществ: относительная простота – необходимо лишь соблюсти прямизну продольной оси, и высокая скорость монтажа, поскольку выполнять предварительную разделку кромок не требуется.
С накладками
Для дополнительного усиления места соединения могут применяться накладки. Для этого кромки стенки (основания) и полок предварительно скашиваются для обеспечения качественного провара. Прокат проваривается по периметру с соблюдением прямизны продольной оси. На верхнюю и нижнюю плоскость полок, а также на боковины стенки струбцинами крепятся накладки из листовой стали. Их форма может быть прямоугольной или, для большего удобства, ромбовидной с обязательным соблюдением симметричности формы относительно продольной оси. Заключительный этап – обварка накладок по периметру.
Оба способа используются лишь в тех случаях, когда конструкция является неответственной, а нагрузка на место соединения будет незначительной.
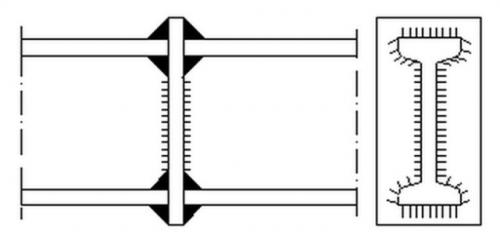
Сварка с второстепенной балкой
Этот метод соединения двутавра используется при возведении перекрытий и несущих конструкций, при этом, несмотря на заметно большую прочность и надежность, выполняется он почти так же просто, как и предыдущий.
В верхней полке основной балки производятся вырезы в форме равностороннего треугольника, к нижней полке приваривается накладка. Верхней полке дополнительной балки придается форма треугольника, соответствующая форме вырезов в основной. Ее нижняя полка срезается на длину, равную расстоянию до стенки основного двутавра.
Монтаж всей конструкции производится поочередно: сначала монтируются основные двутавры, затем к ним пристыковываются и привариваются дополнительные.
Соединение двутавровых балок встык гост. Стыки балок и колонн
СТЫКИ БАЛОК И КОЛОНН Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей. Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.

Монтажный стык на накладках при помощи болтового соединения

Подготовка стыка к сварке. Разделка кромок и установка на направляющих планках.

Стык после сварки, шов зачищен, направляющие пластины срезаны
Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката. Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения. Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей. Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее. С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки. Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции. Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей. В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.
Соединение металлических балок между собой. Стык металлических балок по длине
Можно ли к 12 метрам пристыковать 0,5 с разделкой?
Или же надо двигать стык в треть пролета? Или усиливать накладкой?
Или нужен 100% физический контроль?
Эпюры момента и поперечной силы возможно даст ответ на ВАШ вопрос .
ЗЫ Если есть продольная сила - ее тоже надо учесть
Абс. согласен .
Если без расчетов , то площадь поясных накладок чуток больше площади пояса . И на стенку накладку чуток больше площади стенки . При этом длины и катеты сварных швов чуток больше минимальных по СНиПу , и будет все намази .
ГИП + Главный Конструктор
Абс. согласен .
Если без расчетов , то площадь поясных накладок чуток больше площади пояса . И на стенку накладку чуток больше площади стенки . При этом длины и катеты сварных швов чуток больше минимальных по СНиПу , и будет все намази .
Никогда не пробовал так подбирать. Всегда беру нормали из Мельникова, что и Вам советую. А стык желательно сдвигать в зону наименьшего момента. Равнопрочный шов можно получить, сам лично видел.
А ВЫ попробуйте , точнее проверьте . Разложите действующий момент на тот который приходится на стенку и тот который приходится на пояса . Потом выключите из работы пояс со стенкой а вместо этого включите в работу накладки . И посмотрите что из этого выйдет .
Абс. согласен . Это если балка неразрезная . А если разрезная .
Колонна то скорей всего центрально нагруженная , и никаких изгибающих моментов в ней нет . Вот и сделали такой шов .
Зачем делать дурную работу? Я Мельникову и так верю.
Тогда стык на 1/3, 1/4 от опоры. Выводим из зоны максимальной перерезывающей силы.
Визуально никто определить не сможет. Данные колонны варились и проверялись на заводе. В обычных условиях (без крайней необходимости) никто так делать не станет. У этого заказчика был собственный заводик металлоконструкций.
Абс. согласен . Главное результат .
Если эта стойка из плоскости рамы работает как консоль , то в том сечении будет не момент от ветра , а моментик .
А ваще , если на заводе варили , то завод по ходу и отвечает за качество своих швов .
Визуально никто определить не сможет. Вот об этом и речь, а просто шов с разделкой кромок (без накладок) не будет равнопрочным, т.к. металл шва будет иметь, как правило худшие характеристики, нежели металл элемента, + темпиратурные деформации околошовной зоны, + не всегда хорошее качество шва, непровар,
Однозначно можно. Для этого необходимо определить напряжения в сварных швах (по эпюрам M и Q), а затем рассчитать сварные швы в соответствии со СНиП II-21-81* "Стальные конструкции". Стыковой шов будет равнопрочным основному металлу в случае соблюдения требований последнего абзаца пункта 11.1* вышеуказанного СНиП.
в условиях нашей Российский действительности лучше делать накладки с монтажными болтами, особенно если сварка выполняется на стройке
у сварного шва есть свойство хрупко разрушаться, поэтому в случае аварии накладка с болтами хотя бы предотвратит хрупкое (мгновенное) разрушение и обрушение
в теории там вроде не нужно равнопрочного соединения, ибо на некотором расстояни от опоры поперечные силы уменьшаются и момент значительно падает, поэтому уменьшение прочности сечения даже на 50% пройдет по расчету
Пример 3.1. Расчет стыка балки с накладками
Необходимо законструировать стык с накладками в балке перекрытия. Балка выполнена из двутавра 45Б2 по СТО АСЧМ 20-93. Материал накладок: сталь С255. Изгибающий момент в балке в месте расположения стыка: М=250кНм. Поперечная сила в балке в месте расположения стыка: Q=60 кН.
Решение.
Расчетное сопротивление стали по Приложение 3 :
Ry=240 Н/мм 2 = 24,0 кН/см 2 .
Коэффициент условия работы по Приложение 3 : γс= 1,0.
Расчет накладок и сварных швов по поясам балки
Примем толщину накладки t1= 16 мм = 1,6 см.
Высота балки (см. сортамент): Н = 450 мм.
Расстояние между осями накладок:
h = H + t1= 450 + 16 = 466 мм = 0,466 м.
Усилие, действующее на одну накладку:
N = M/h = 250 / 0,466 = 536,5 кН.
Требуемая площадь одной накладки:
A = N / Ryγс= 536,5 / 24,0×1,0 =22,35 см 2 .
Требуемая ширина накладки:
bтр= A / t1= 22,35 / 1,6 = 14 см.
Ширина накладок по конструктивным соображениям принимается на 20 мм больше или меньше ширины полки балки. Ширина полки балки равна 200мм (см. сортамент). Тогда ширина накладки примем b1= 160 мм.
Толщина полки балки (см. сортамент) : tf=14мм.
Минимальный катет шва по Приложению 41 : kf= 4 мм.
Максимальный катет шва согласно конструктивным требованиям:
kf= 1,2t =1,2 x 14 = 16,8 мм.
Принимаем катет шва kf= 8 мм.
По Приложению 43 принимаем проволоку Св – 08А, диаметр проволоки принимаем равным d = 2мм.
По Приложению 43 принимаем электрод Э42.
Коэффициент условия работы соединения: γwf= 1,0.
Соединение двутавровых балок под прямым углом. Как соединяют двутавровые балки с помощью сварки
Если балку необходимо удлинить, ее соединяют встык. Для этого сначала подготавливают стыкуемые кромки: фрезеруют и снимают с них фаску. Фрезеровка нужна для выравнивания кромок и обеспечения равномерного зазора между ними, а разделка кромок – для обеспечения полного провара сварного шва. Далее балки сваривают между собой, обеспечив зазор при стыковке 1–2 мм.
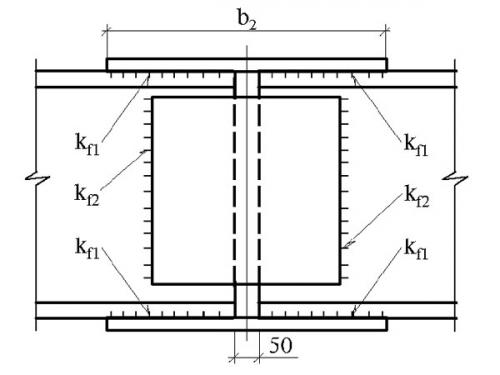
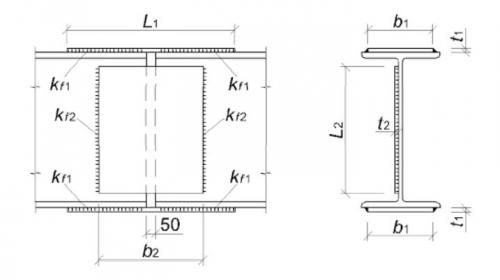
Место соединения можно дополнительно усиливать с помощью накладок. Для этого из листового металла вырезают прямоугольные детали. Толщину накладок следует подбирать равной толщине стенки балки. Далее накладками закрывают сварочные швы на верхней и нижней полках, а также с обеих сторон стенки. После этого их обваривают по периметру.
Такой способ соединения используют для неответственных конструкций, которые не подвергаются высоким нагрузкам.
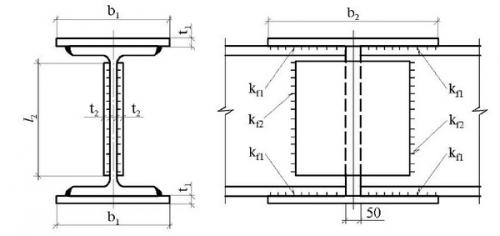
Так схематично можно изобразить сварное соединение двутавровых балок. Катеты швов и геометрические параметры накладок зависят от геометрических характеристики балок
В других ситуациях двутавровые балки нужно соединить под прямым углом. В этом случае одна из них является главной и несет основную нагрузку, а вторая считается второстепенной. Чтобы соединить балки, на верхней полке главной делают вырез в форме равнобедренного треугольника с вершиной в 90°.
Затем готовят второстепенную балку. На торце верхней полки размечают ее центр и от него делают два косых среза под углом 45°. Это обеспечит стыковку верхних полок обеих балок по принципу «папа-мама».
После этого с торцевой стороны второстепенной балки срезают часть нижней полки на ½ ее ширины. При стыковке балок этот срез упрется в нижнюю полку главной балки. Теперь остается состыковать подготовленные балки и обварить место стыка по периметру. Чтобы шов получился надежным и был обеспечен полный провар, со стыкуемых кромок снимают фаску.
Последовательность сварки двутавровой балки. Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Стыковка балок. Стыковка двутавровых балок СНИП
Коэффициенты j b для расчета балок на устойчивость1*. Для балок двутаврового сечения с двумя осями симметрии для определения коэффициента j b необходимо вычислить коэффициент j 1 по формуле
, (174)
где значения y следует принимать по табл. 77 и 78* в зависимости от характера нагрузки и параметра a , который должен вычисляться по формулам:
а) для прокатных двутавров
, (175)
где lef – расчетная длина балки или консоли, определяемая согласно требованиям п. 5.15;
h – полная высота сечения;
Jt – момент инерции сечения при кручении;
б) для сварных двутавров, составленных из трех листов, а также для двутавровых балок с поясными соединениями на высокопрочных болтах
, (176)
для сварных двутавров:
t – толщина стенки;
bf и t1 – ширина и толщина пояса балки;
h – расстояние между осями поясов;
a – размер, равный ;
для двутавровых балок с поясными соединениями на высокопрочных болтах:
t – сумма толщин стенки и вертикальных поясных уголков;
bf – ширина листов пояса;
t1 – сумма толщин листов пояса и горизонтальной полки поясного уголка;
h – расстояние между осями пакета поясных листов;
a – ширина вертикальной полки поясного уголка за вычетом толщины горизонтальной полки.
Значение коэффициента j b в формуле (34) необходимо принимать:
при j 1 Ј 0,85 j b = j 1; при j 1 > 0,85 j b = 0,68 + 0,21 j 1, но не более 1,0.
Коэффициенты y для двутавровых балок с двумя осями симметрии
Таблица 78* Коэффициенты y для жестко заделанных консолей двутаврового сечения с двумя осями симметрии
| Вид нагрузки | Нагру-женный пояс | Формулы для y при отсутствии закреплений сжатого пояса и a | |
| 4 Ј a Ј 28 | 4 a Ј 100 | ||
| Сосредоточенная на конце | Верхний | y = 1,0 +0,16 a | y 4,0 +0,05 a |
| консоли | Нижний | y = 6,2 + 0,08 a | y = 7,0 + 0,05 a |
| Равномерно распределенная | Верхний | ||
| Примечание. При наличии закреплений сжатого пояса в горизонтальной плоскости на конце или по длине консоли коэффициенты y следует определять как для консоли без закреплений, кроме случая сосредоточенной нагрузки, приложенной к верхнему поясу на конце консоли, при котором y = 1,75 y 1 (значение y 1 следует принимать согласно примеч. табл. 77). |
2. Для балок двутаврового сечения с одной осью симметрии (рис. 28) для определения коэффициента j b необходимо вычислить коэффициенты j 1 и j 2 по формулам:
; (177)
, (178)
где h1 – расстояние от центра тяжести сечения до оси более развитого пояса;
h2 – то же, до оси менее развитого пояса;
lef – имеет то же значение, что и в формуле (175);
y – коэффициент, вычисляемый по формуле
. (179)
Коэффициенты D, C и B в формуле (179) следует определять по табл. 79 и 80.